 +86 13638632902
+86 13638632902 Jason@cleanroomequips.com
Jason@cleanroomequips.com MENU
MENUX
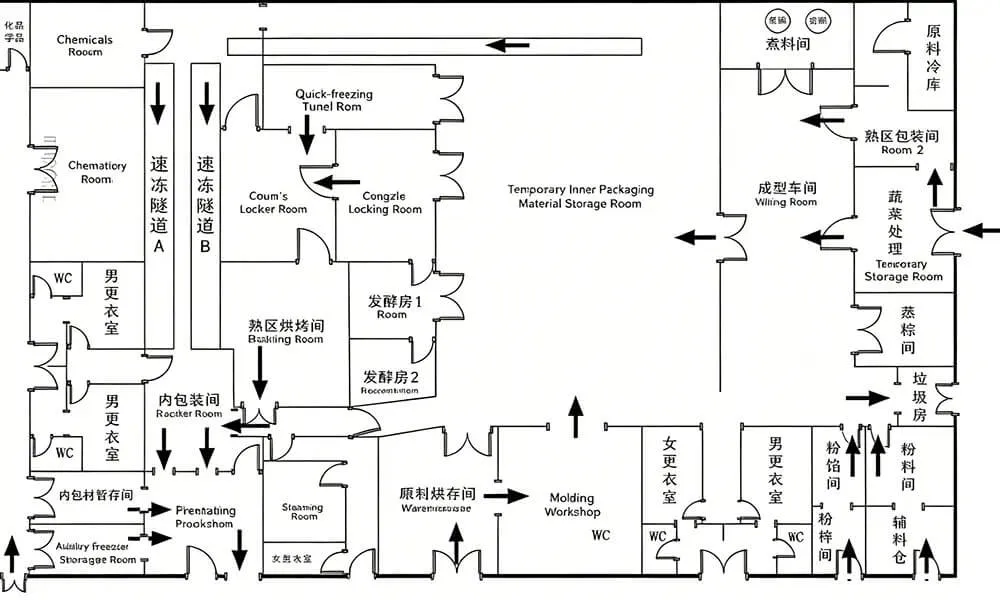
The total clean workshop area is about 3,200 m², of which approximately 2,800 m² is designed as Class 100,000 (ISO 14644‑1 Class 8). It mainly serves the cooling, inner packaging and temporary storage of marinated products, with supporting clean corridors, changing rooms, air showers and pass‑through windows. Pre‑treatment and certain pre‑packaging areas are configured as Class 300,000, forming a clear cleanliness gradient.

Liangpin Shop Co., Ltd. is a leading high‑end snack brand in China, founded in 2006 and headquartered in Wuhan. Positioned as a “premium snack” provider, its product range covers nuts, meat snacks, marinated foods and dried fruits. The company operates over 2,000 offline stores nationwide and has an extensive presence on e‑commerce platforms and its own online channels, making it one of the benchmark enterprises in China’s leisure food industry.
This project constitutes the core purification engineering component of Phase I of the Liangpin Puzi Industrial Park. It is designed to support the aseptic portioning and inner packaging stages for braised products—such as the Honghu Lotus Root and Wild Bamboo Shoot series—with the objective of establishing a Class 100,000 clean production environment that fully complies with the *General Hygienic Regulation for Food Production* (GB 14881) and GMP requirements. By controlling microbial contamination at the source, the project safeguards the food safety and shelf-life stability of ready-to-eat products. Upon completion, the facility will ensure that semi-finished braised products enter the Class 100,000 clean zone within 24 hours of processing to undergo cooling, portioning, and sealing—thereby completely preventing secondary contamination throughout the entire process—serving as a critical link in Liangpin Puzi’s quality control system for premium snack foods.

This project is entrusted to our experienced cleanroom construction team, which consists of 5 project managers, 15 engineers, and 40 skilled technicians. All team members hold relevant professional certifications and have undergone specialized training in cleanroom construction, thereby ensuring the project's high quality and timely completion.


During the design phase, Deiiang Company adopted the model of "Process Priority + Multi-disciplinary Collaboration". Firstly, according to the food processing route and Class 100,000 cleanliness requirements, the team determined the clean room zoning, pressure difference gradient, air exchange rate, temperature and humidity control indicators, etc. Then, collaborative detailing was carried out by architecture, structure, water supply and drainage, HVAC, strong and weak current, automation, and fire protection disciplines.
Through BIM modeling, collision inspections were performed on air ducts, cable trays, and process pipelines above the clean area ceiling, eliminating conflicts and insufficient maintenance channels in advance. The project difficulty lies in the fact that the clean workshop must meet multiple standards simultaneously, including the National Food Safety Standard, Clean Workshop Design Code, and Building Fire Protection Code.
High requirements were imposed on enclosure structure, thermal insulation, cold bridge prevention, mold prevention, corrosion protection, and condensation prevention. To address these challenges, we organized multiple rounds of expert demonstrations, conducted scheme comparisons on wall structure, floor system (epoxy self-leveling / wear-resistant floor), ceiling system (aluminum alloy keel + clean panel), and joint sealing technology, and finally established the optimal technical route balancing performance, cost, and maintainability.
During the construction phase, the project was implemented using the model of "General Contracting Management + Sub-professional Refined Construction". In civil construction, the original foundation had low bearing capacity and high groundwater level, which was a practical difficulty. Through on-site investigation and testing, we optimized the foundation form, adopted composite foundation treatment and zoned dewatering measures, ensuring structural safety while controlling construction period and cost.
Construction quality control was critical in the decoration and electromechanical installation of the clean workshop. On one hand, the air tightness, flatness, and cleanliness of the enclosure structure must be ensured; on the other hand, the electromechanical system must meet constant temperature and humidity, pressure difference control, low noise, and other requirements.
The project department implemented a three-fold quality control system: "Sample First + Process Handover Inspection + Third-party Testing". Whole-process supervision and acceptance of concealed works were carried out for key processes such as clean panel installation, sealant application, air duct fabrication and installation, clean doors and windows, and floor systems. Meanwhile, to solve the pain points of numerous cross operations and tight schedule, BIM was used to simulate construction in key areas, optimize construction sequence and flow division, reduce rework and downtime, and ensure the schedule target was achieved without lowering standards.




During system commissioning and acceptance, we strictly followed the standards for Class 100,000 clean rooms to conduct single-machine debugging, joint trial operation, and performance testing on the air conditioning purification system, ventilation system, water supply and drainage system, electrical and automatic control system.
The clean room was inspected on-site by a qualified third-party testing organization. Indicators including suspended particle count, sedimentation bacteria, pressure difference, air volume and velocity, air exchange rate, temperature and humidity, noise, and illuminance all met or exceeded design and specification requirements. Fire protection, environmental protection facilities, and occupational health protection facilities passed special acceptance simultaneously.
To address issues such as uneven local air distribution and local temperature sensation deviation in the operation area found during production line trial operation, the project team adjusted air outlet layout, supply air ratio, and refined automatic control logic together with equipment manufacturers and HVAC teams, successfully solving the practical difficulty of balancing comfort and energy consumption.

